Milling, drilling, turning with the VHC
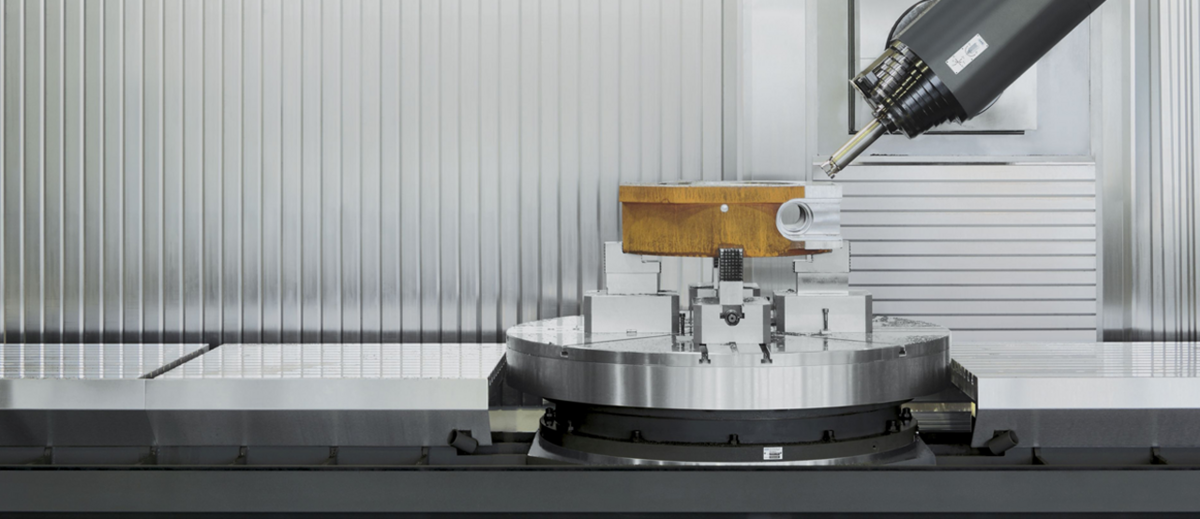
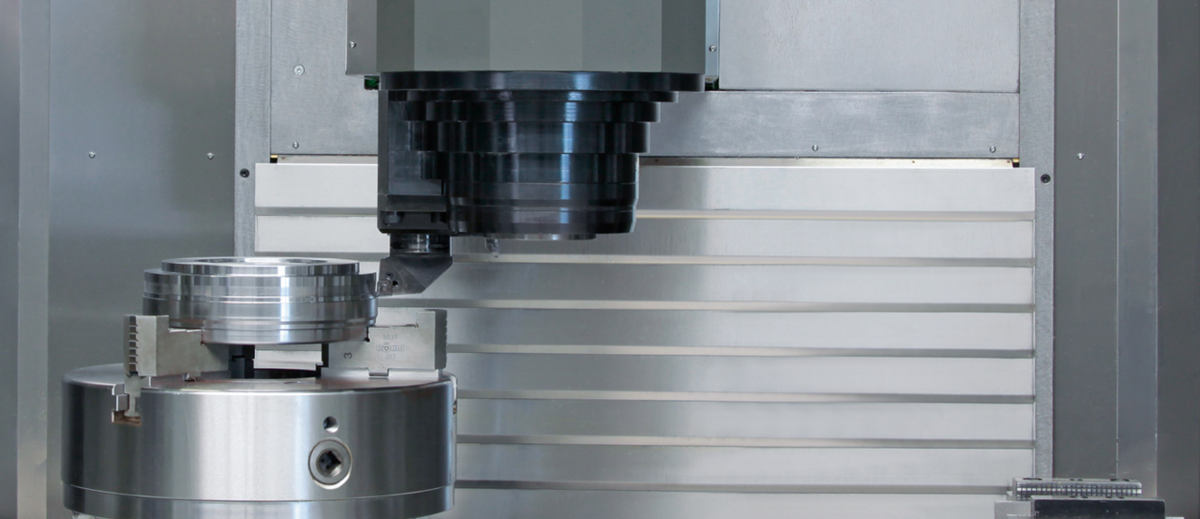
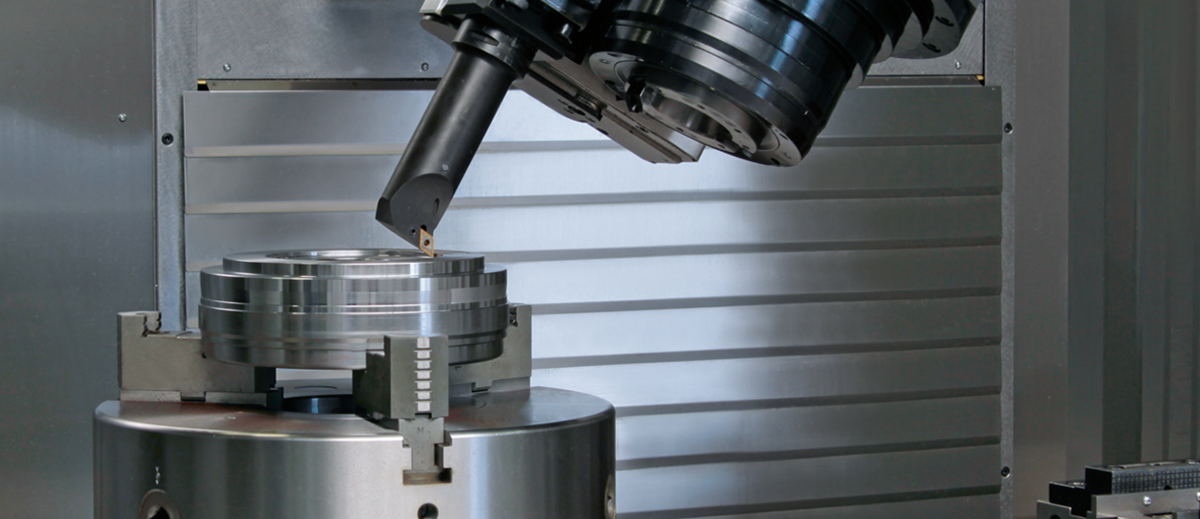

Increasingly complex turning and milling jobs are demanded upon the metal processing industry. The machines of the VSC and VHC series have been so designed to fulfil these requirements. To ensure this success, the machines are equipped with rotary tables that are directly driven by quick-turning, high performance torque motors as well as vertical or horizontal turning spindles to create very high speeds.
A further firmly fixed, hydraulic turning tool holder with automatic pull-in next to the working spindle serves to assimilate the corresponding required turning tools. The separate clamping unit for turning tools thus ensures for utmost stability, a clear orientation of the turning tools and avoids further stress on the main spindle bearing during turning operation.
Tool changing between two tool holding systems thanks to the adjustable XTS changer and gripping arm is one of the outstanding benefits of the machine. For example, one magazine chain can be set with CAPTO C6 uptake for turning tools and at the same time a second magazine can be carried out with SK 50 for drilling and milling tools.
Thanks due to the expandable tool shop, you can set the configuration of the magazine chains yourself and therefore determine the number of required tools for turning and drilling/milling. Initial set-up is also possible on another XTS tower and the chain configuration can be determined at a later point in time. Thus, the machine can then be equipped to an altered machining situation any time later on. The clamping system not in use is then closed during milling and turning operation and is thus in this case ideally protected.