End machining centre
For tubes, shafts, profiles and bar stock
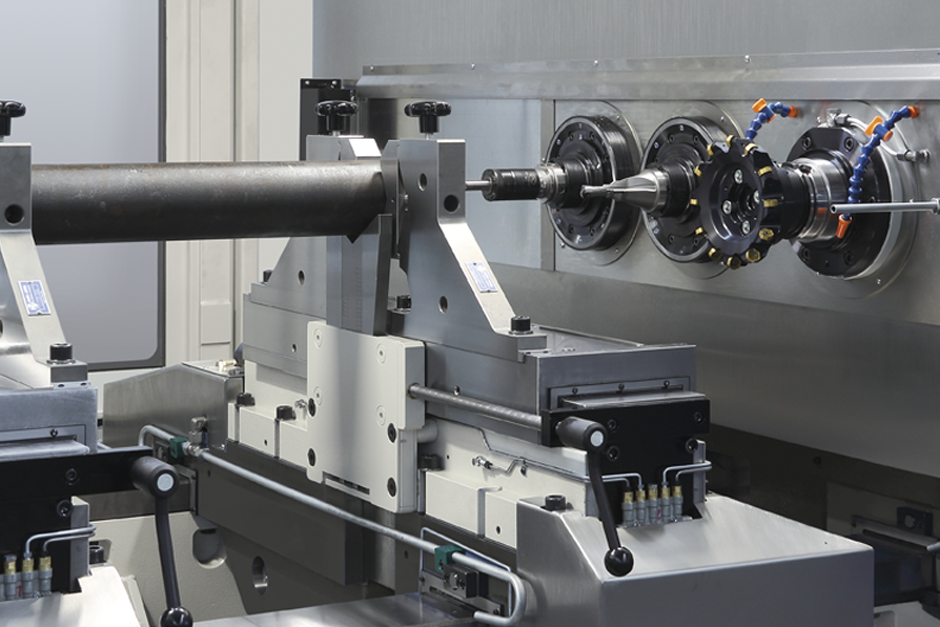
![[Translate to English:] Neben den Zentrierspannstücken an den Wellendenden werden zur Stabilisierung Zwischenunterstützungen eingesetzt.](/fileadmin/_processed_/7/4/csm_Endenbearbeitung01_a4b3c23233.png)
![[Translate to English:] Horizontales Kettenmagazin an der Arbeitsspindel. Doppelgreifer sorgen für kurze Werkzeugwechselzeiten.](/fileadmin/_processed_/1/3/csm_Endenbearbeitung03_f854335135.png)
![[Translate to English:] Bohren, Fräsen und Gewinden in einer Aufspannung](/fileadmin/_processed_/2/d/csm_Endenbearbeitung04_dcc6df3d5e.png)
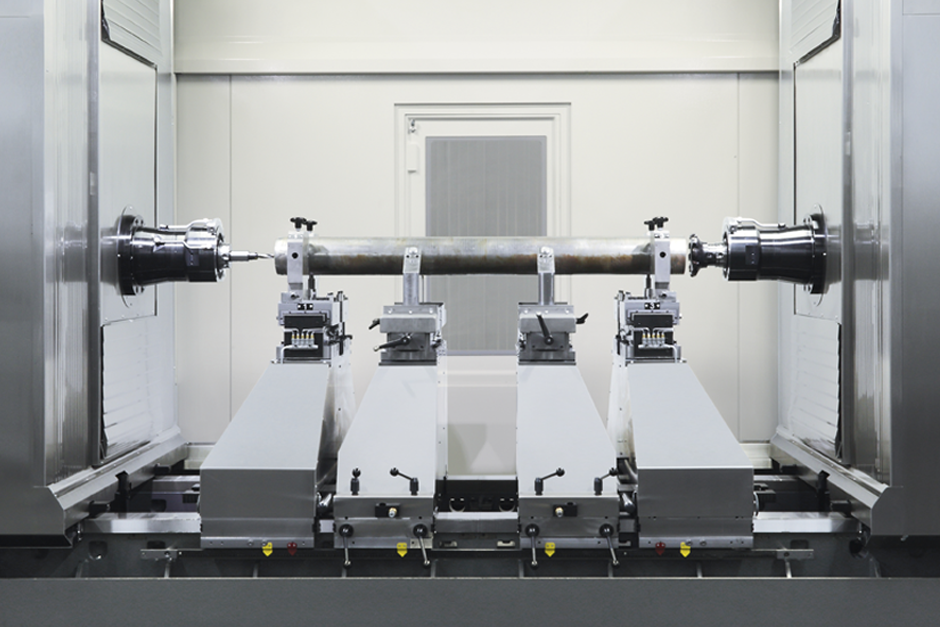
![[Translate to English:] Zeitgleiche Bearbeitung beider Werkstückenden, auch mit unterschiedlichen Arbeitsgängen.](/fileadmin/_processed_/b/4/csm_Endenbearbeitung05_06151ef9e1.png)
![[Translate to English:] Endenbearbeitung an kurzen Werkstücken mit horizontaler Spindel und Rundtakttisch zum Schwenken des Werkstücks um 180°](/fileadmin/_processed_/2/a/csm_Endenbearbeitung08_5ceb8f04b1.png)
![[Translate to English:] Einseitige Bearbeitung von Dichtflächen an langen Rohren.](/fileadmin/_processed_/a/9/csm_Endenbearbeitung09_871050ad92.png)
![[Translate to English:] Automatische Vermessung und Ausrichtung des Werkstücks über umlaufende Messtaster.](/fileadmin/_processed_/3/e/csm_Endenbearbeitung10_b4f988b2c2.png)
Maximum flexibility with up to five spindles
End machining centres are frequently used for end machining of components such as round bars or tubes. They enable both single-sided and double-sided machining of workpiece ends. Typical machining operations include deburring, facing, milling, drilling, and tapping.
By using up to five spindles per side, several of these machining steps can be carried out in a single setup.
The horizontal spindle arrangement allows gravity to assist chip evacuation, improving tool life and process reliability—especially when machining deep pockets or holes—and resulting in cleaner surface finishes. Chips fall directly downwards rather than becoming trapped in the cutting zone. This prevents chips from being cut again and improves surface quality.
In addition to single-sided machining, simultaneous machining of both workpiece ends is also possible:
- In single-sided end machining, the workpiece is processed in two consecutive steps. First, one side is completed; then a rotary indexing table automatically turns the workpiece by 180°, allowing the opposite end to be machined in the next step.
- On our double-end machining centres, however, both ends of the workpiece are machined simultaneously. This parallel processing enables particularly short cycle times and high productivity.
Complete machining in a single setup increases efficiency and reduces setup and auxiliary times.
Benefits
- Reduced cycle times
- Simultaneous machining of both ends
- Double-end machining allows for different operations to be performed simultaneously
- Short changeover times
- Excellent accessibility and ease of use
Main design
- Cross slides, travelling columns and spindle head stock are made from high-quality cast iron
- Extremely rigid, static and dynamically well balanced ground frame construction
- Casing according to current machinery directives, totally closed working area with no interfering contours
- Total access to working area when doors are fully open
- Excellent accessibility for maintenance and service tasks
- Machine transport in one piece
In addition, the EBZ can be flexibly extended. Contact us!
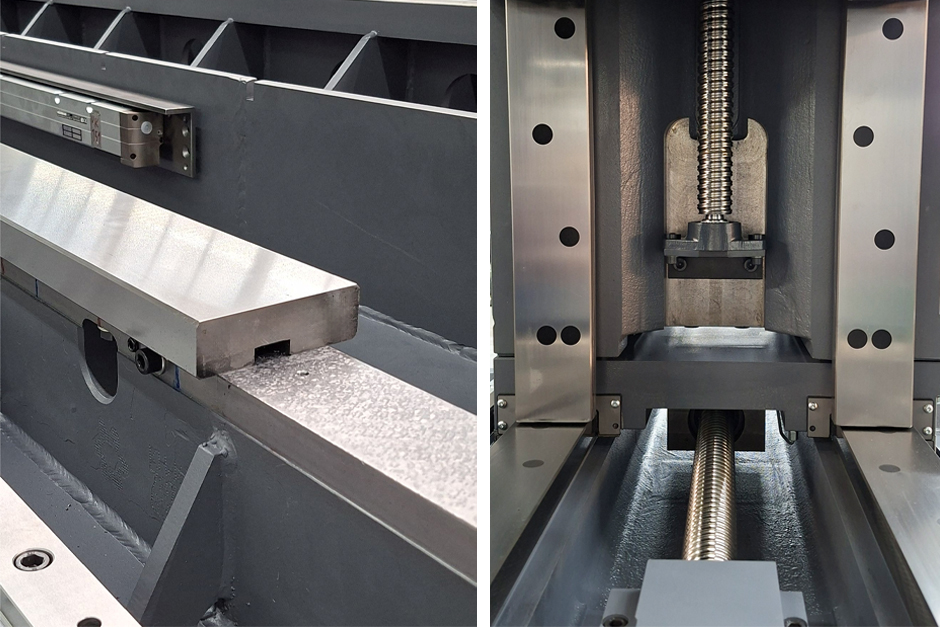
Guideways and drives
- Hardened precision steel slideways mounted on manually scraped or grinded surfaces
- Optimal guiding by extremely large guidance ratio and Turcite coatings
- High rigidity, outstanding long-term precision performance and excellent vibration absorbing capabilities of the guideways
- Excellent resetting and adjustability of the guideways
- Drives and guideways are protected set outside of working area
- Alternatively roller guides
- Ball screws in all linear axes with patented support units for ball screws in the X-axis for large travel lengths
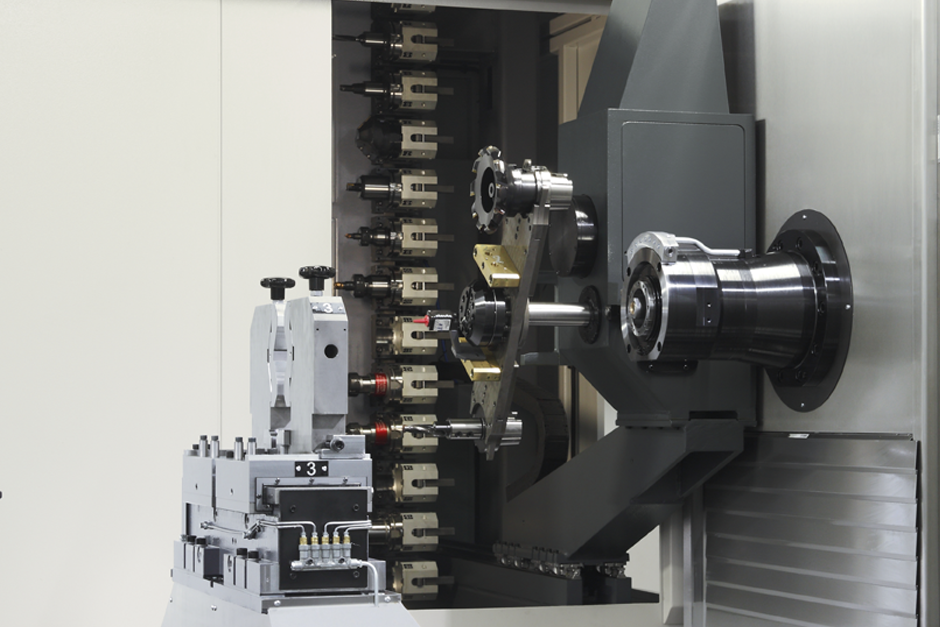
Tool changing system
- Tool changer as vertical disc type magazine or vertical chain magazine
- Alternatively without tool change system
- Alternative configuration without tool changer: utilizing up to five spindles per side for multi-tool operations
- Support of various tool holding systems such as SK, BT, HSK