Enden-Bearbeitungszentren
Für Rohre, Wellen, Profile und Stangenmaterial

Maximale Flexibilität mit bis zu fünf Spindeln
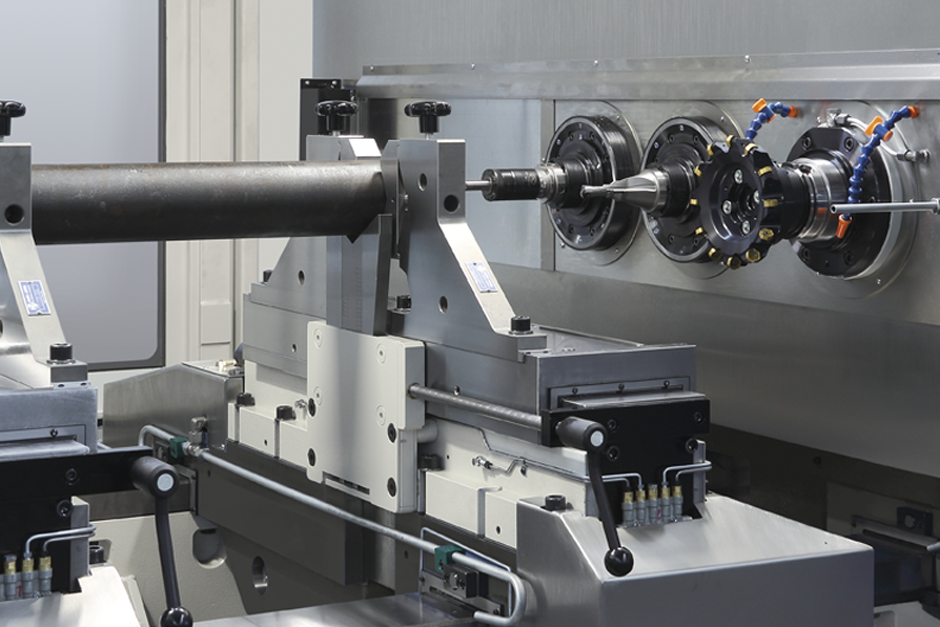
Für die stirnseitige Bearbeitung von bspw. Rundstangen oder Rohren kommen häufig Enden-Bearbeitungszentren zum Einsatz. Sie ermöglichen sowohl die ein- als auch beidseitige Bearbeitung der Werkstückenden. Zu den typischen Bearbeitungsschritten gehören unter anderem Entgraten, Planen, Fräsen, Bohren und Gewindeschneiden.
Durch den Einsatz von bis zu fünf Spindeln pro Seite können mehrere dieser Arbeitsschritte in nur einer Aufspannung durchgeführt werden.
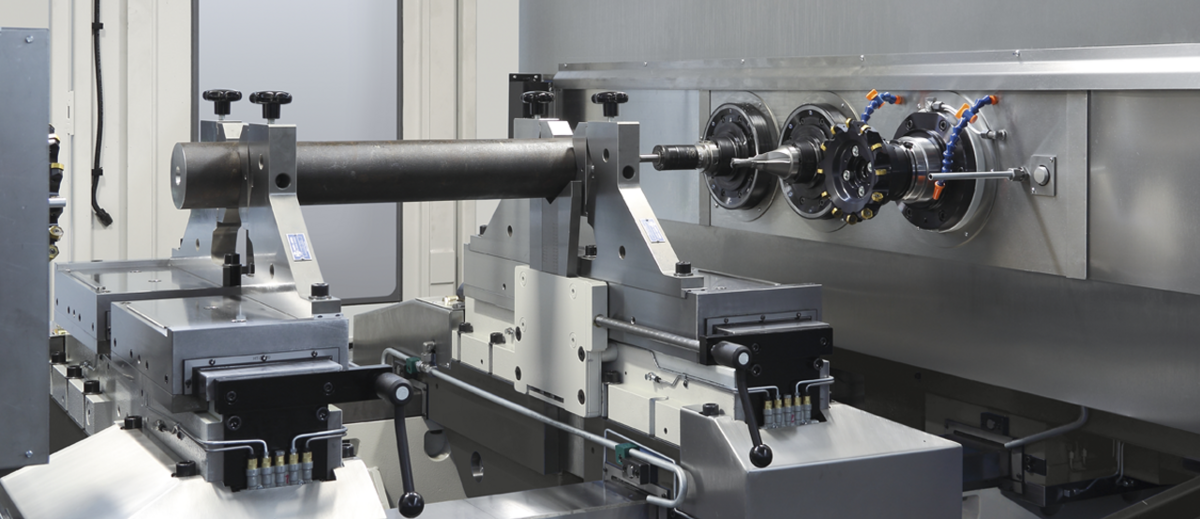
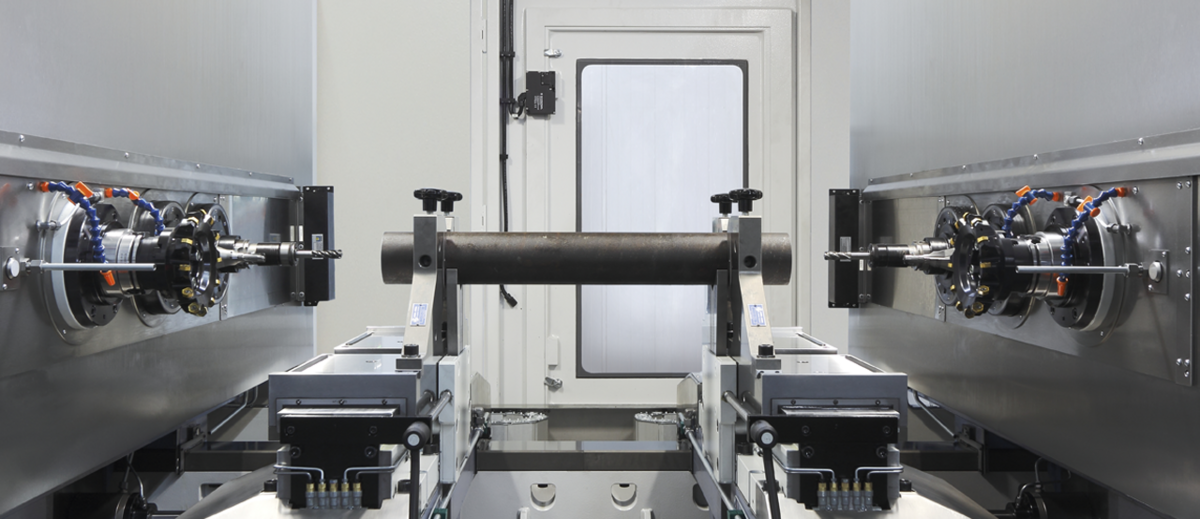
- Die waagerechte Anordnung der Spindel sorgt durch die Schwerkraft für einen besseren Spänefall, was die Werkzeugstandzeiten und die Prozesssicherheit, besonders bei der Bearbeitung von tiefen Taschen oder Bohrungen, erhöht und zu saubereren Oberflächen führt, da die Späne direkt nach unten fallen und sich nicht in der Schnittzone verfangen. Das verhindert das erneute Schneiden von Spänen und verbessert die Oberflächengüte.
- Neben der einseitigen Bearbeitung ist auch eine simultane Bearbeitung beider Werkstückenden möglich:
Bei der einseitigen Endenbearbeitung erfolgt die Bearbeitung des Werkstücks in zwei aufeinanderfolgenden Schritten:
Zunächst wird eine Seite fertiggestellt, anschließend dreht ein Takttisch das Werkstück automatisch um 180°, so dass im nächsten Schritt das gegenüberliegende Ende bearbeitet werden kann.
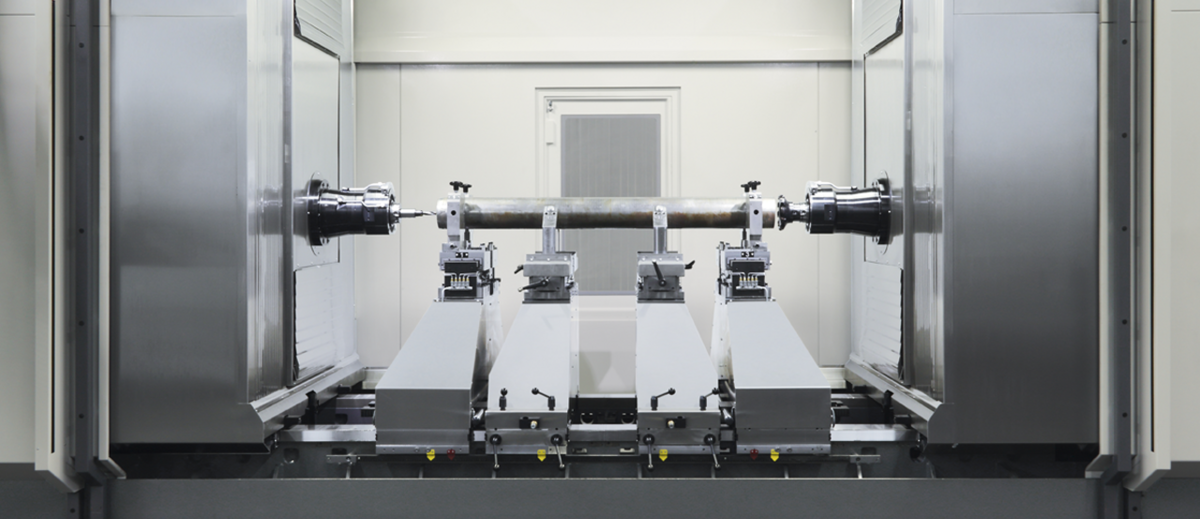
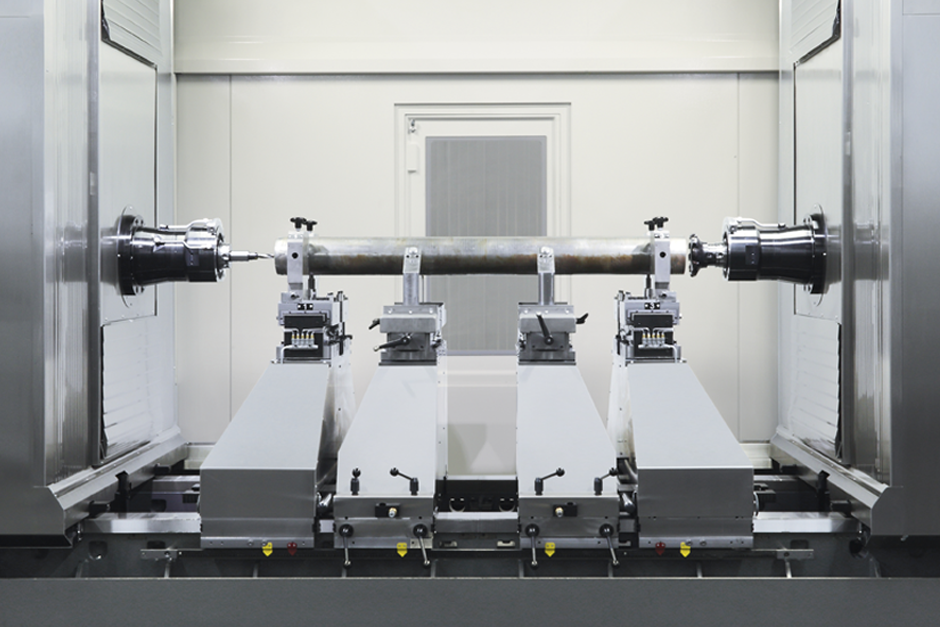
Auf unseren Doppel-Endenbearbeitungszentren hingegen werden beide Werkstückenden gleichzeitig bearbeitet. Diese zeitparallele Bearbeitung ermöglicht besonders kurze Taktzeiten und eine hohe Produktivität.
Die Komplettbearbeitung in einer Aufspannung steigert die Effizienz und senkt die Rüst- und Nebenzeiten.
Vorteile
- niedrige Taktzeiten
- gleichzeitige Bearbeitung beider Enden
- geringer Platzbedarf
- Doppelendenbearbeitung ermöglicht unterschiedliche Bearbeitungen zur gleichen Zeit
- kurze Umrüstzeiten
- gute Zugänglichkeit und einfache Bedienung
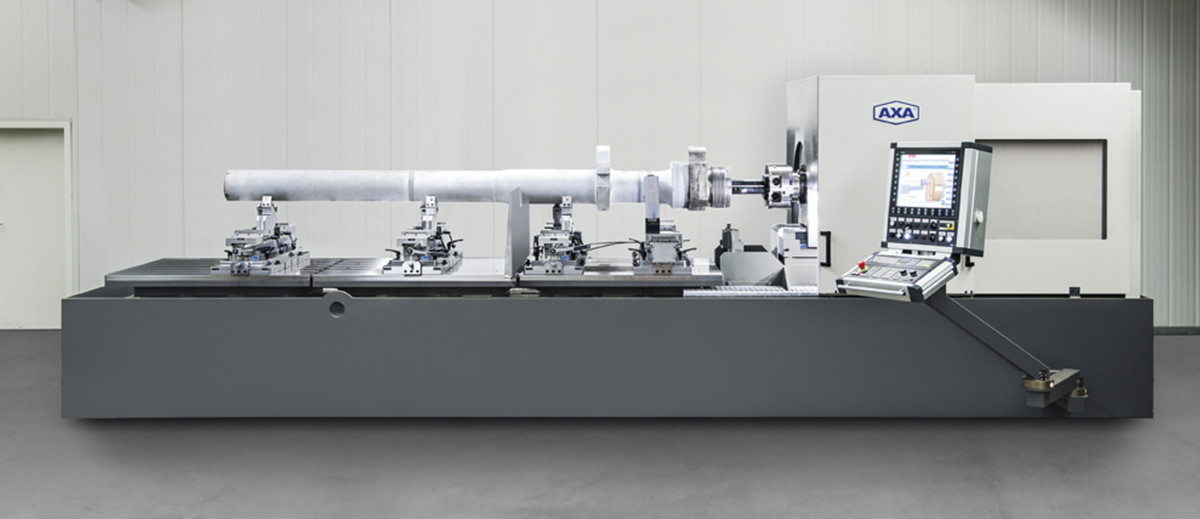
Grundaufbau
- Kreuzschlitten, Fahrständer und Spindelstock aus hochwertigem Maschinenguss
- hochsteife, statische und dynamisch ausgewogene Konstruktion des Grundgestells
- Verkleidung gemäß den aktuellen Maschinenrichtlinien
- komplett geschlossener Arbeitsraum ohne Störkonturen
- über dem Arbeitsraum öffnende Schiebetüren für eine ideale Beladung
- optimale Zugänglichkeit für Wartungs- und Serviceaufgaben
- Transport der Maschine in einem Stück
Flexibel erweiterbar durch zahlreiche Optionen.
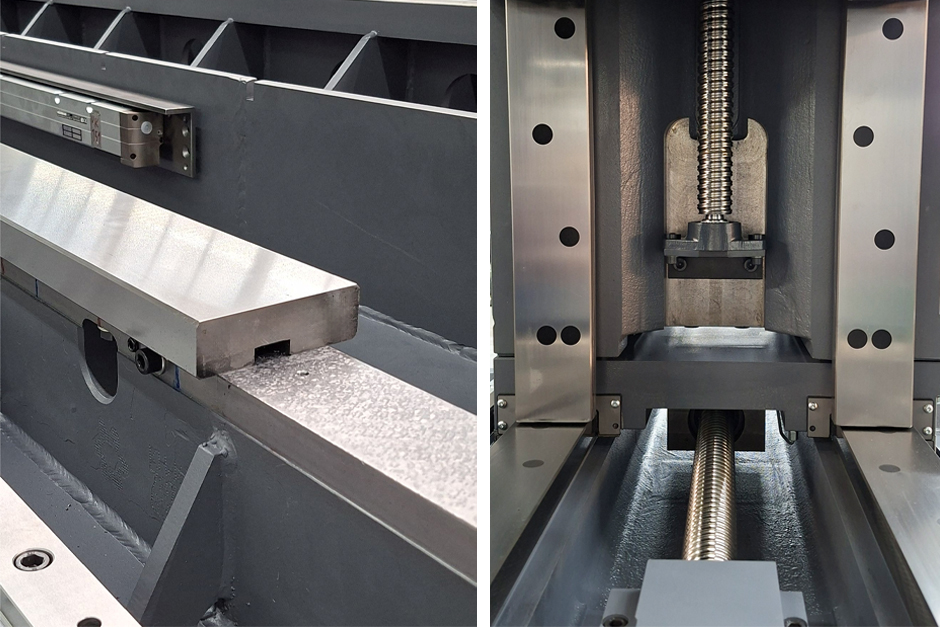
Führungen und Antriebe
- gehärtete Präzisionsstahlführungen auf von Hand geschabtem bzw. geschliffenem Untergrund aufgebaut
- optimale Führung durch extrem große Führungsverhältnisse und Turcite-Beschichtungen
- hohe Steifigkeit, außergewöhnliche Dauergenauigkeit und ausgezeichnete Dämpfungseigenschaften der Führungen
- hervorragende Nach- und Einstellbarkeit der Führungen
- alternativ Rollenführungen
- Antriebe und Führungen liegen geschützt außerhalb des Arbeitsraumes
- Kugelgewindetrieb in allen Linearachsen
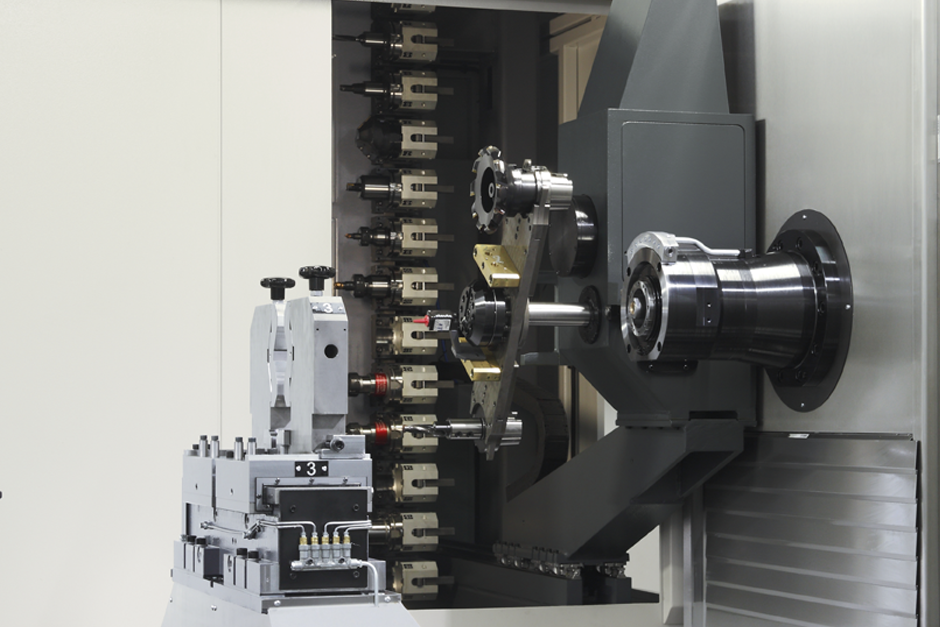
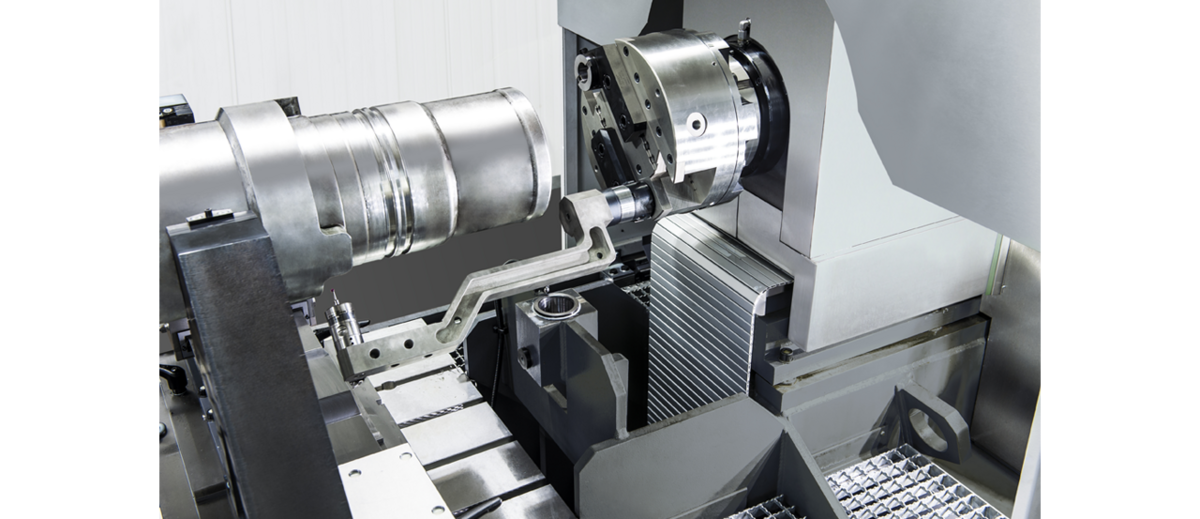
Werkzeugwechselsystem
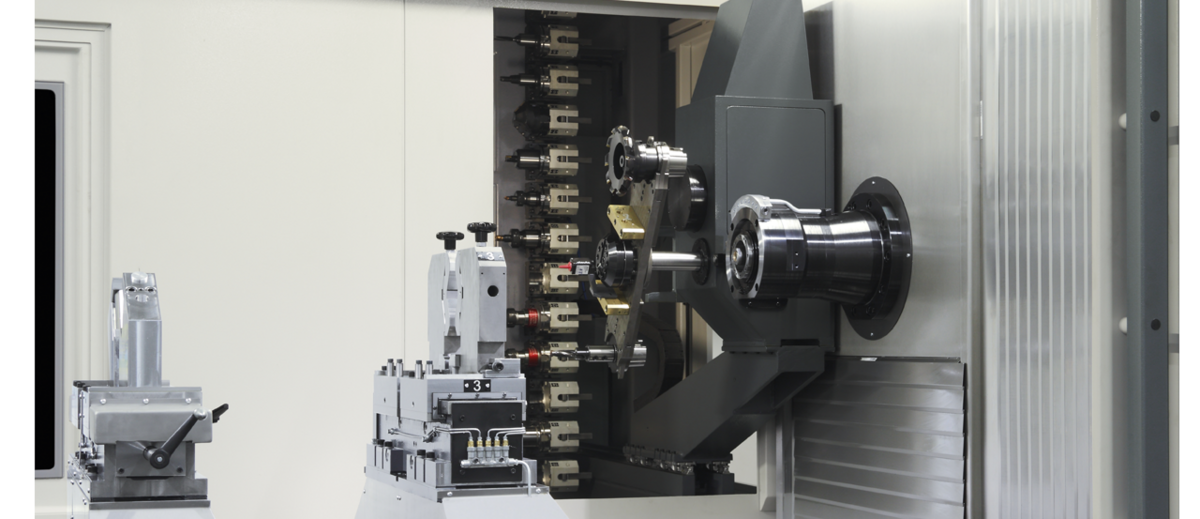
- Werkzeugwechsler als vertikaler Tellerwechsler oder vertikales Kettenmagazin
- alternativ ohne Werkzeugwechsler beim Einsatz mehrerer Spindeln (bis zu fünf je Seite) mit verschiedenen Werkzeugen
- Unterstützung verschiedener Werkzeughaltersysteme, wie z. B. SK, BT, HSK