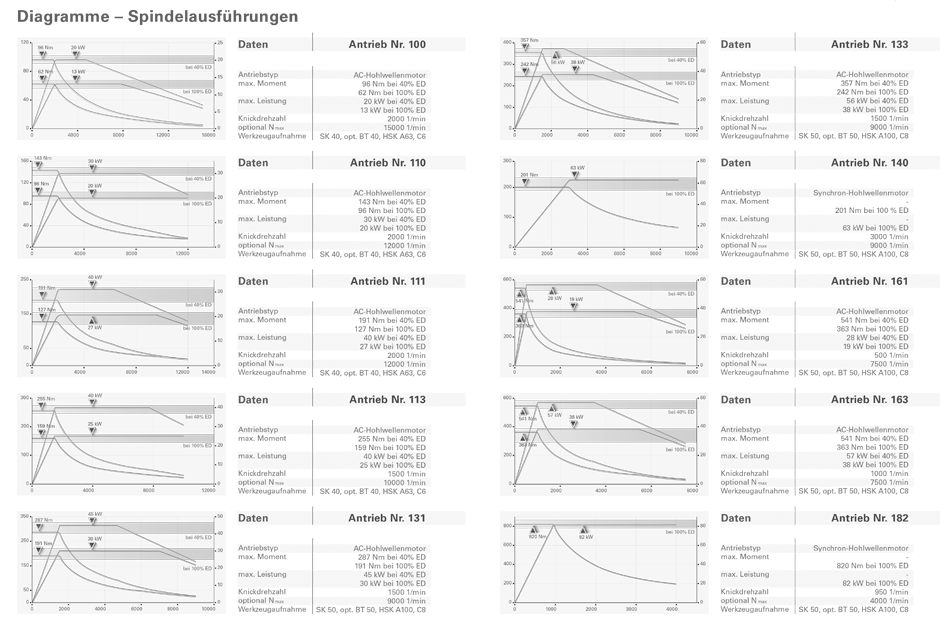
Hauptspindelantriebe
Leistungsstarke Motoren für hohe Zerspanleistung


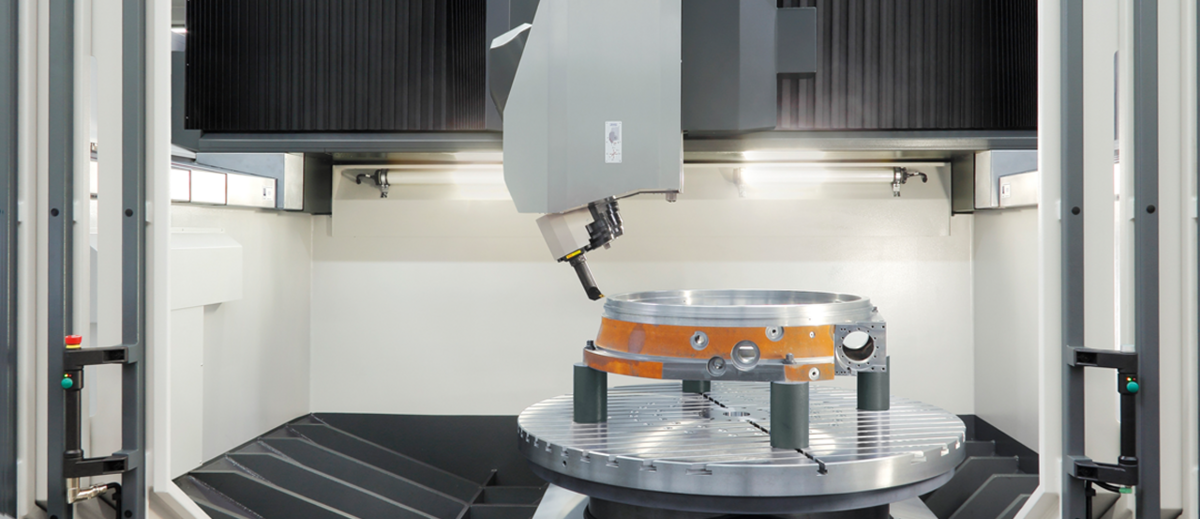


Die Hauptspindel gehört zu den wichtigsten Baugruppen einer Werkzeugmaschine. AXA konstruiert und fertigt auch diese komplexen, elektromechanischen Systemkomponenten. Da die Anforderungen an moderne Antriebe sehr vielfältig sind, entwickeln wir unsere Hauptspindelantriebe kontinuierlich weiter. So können wir unseren Kunden eine Vielzahl von Spindelausführungen anbieten.
Jede Spindel wird vor ihrem Einsatz intensiv auf unseren eigens entwickelten Spindelprüfständen auf Leistung und Genauigkeit geprüft.

Ausführungen
- direkt angetriebene Spindeln, riemengetriebene Spindeln oder Getriebespindeln als Sonderlösung
- wasser- oder luftgekühlte Motoren in Asynchron- oder Synchronausführung
- verschiedene Standard- und Sonderlösungen der Werkzeugaufnahmen für die Hauptspindel
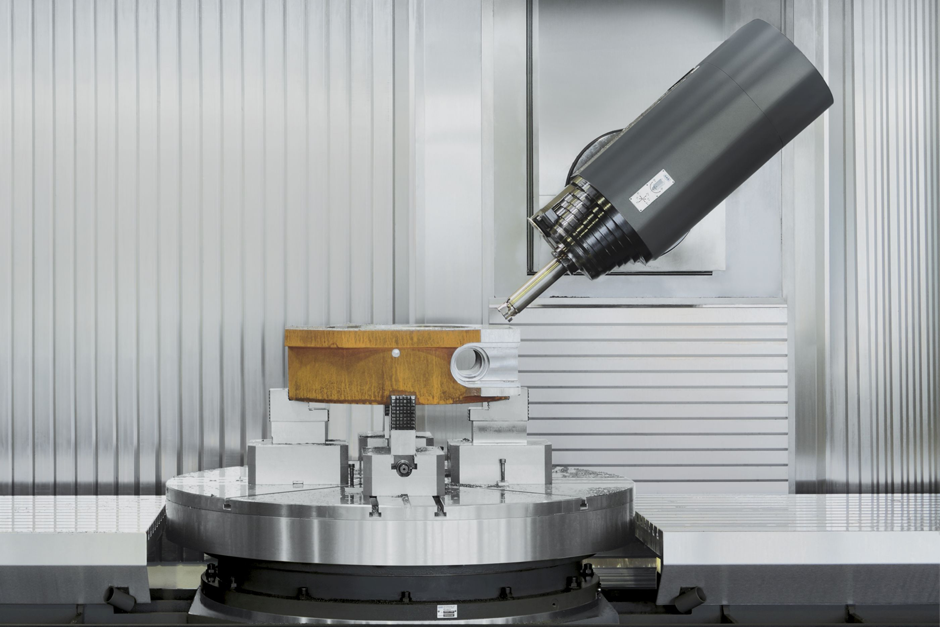
SK 40, SK 50, BT 40, BT 50, HSK A63, HSK A100, C6, C8 - kombinierte Fräs-/Drehbearbeitung durch zusätzlich angebrachte Drehstahlhalterung an der Hauptspindel
- Anpassung der Spindel zur Aufnahme von Winkelköpfen und Mehrspindelköpfen oder Schnelllaufspindeln über einfache Drehmomentstütze oder Dreipunktabstützung
Vorteile
- hohe Antriebsleistungen
- hoher und bis zur Knickdrehzahl konstanter Drehmomentverlauf
- große Drehzahlstellbereiche mit stufenloser Regelung
- schnelle Anlauf- und Bremsvorgänge
- Möglichkeit der Winkelpositionierung
- ganzheitlicher Spindelservice von der Entwicklung bis zur Wartung
- kurze Reaktionszeiten und zuverlässiger Ersatzteil- und Austauschservice dank Eigenfertigung

Spindel-Prüfstand
- Jede Spindel durchläuft vor ihrer Montage einen intensiven Test.
- Auf unseren eigens dafür entwickelten und konstruierten Spindelprüfständen werden sie in mindestens zwei Testintervallen von je 8 Stunden stufenweise auf Maximalleistung gebracht.
- Bis zu drei Spindeln können parallel die Prüfphase durchlaufen.
- Nur Spindeln mit 100% Leistung werden in unseren Maschinen verbaut.